HZ-20 境界潤滑ベアリングの設計を理解する
HZ-20 境界潤滑ベアリング は、従来の油膜流体軸受と完全自己潤滑ドライ軸受の両方の限界に対処するために設計された、慎重に設計された複合滑り軸受ソリューションを表しています。 HZ-20 の設計は、具体的で非常に実用的な中間点を占めています。境界潤滑領域で動作します。境界潤滑領域では、完全な流体膜の分離を必要としたり、合わせ面への固体潤滑剤の移行に完全に依存したりするのではなく、薄い潤滑膜が荷重下でベアリングとシャフトの表面を部分的に分離します。
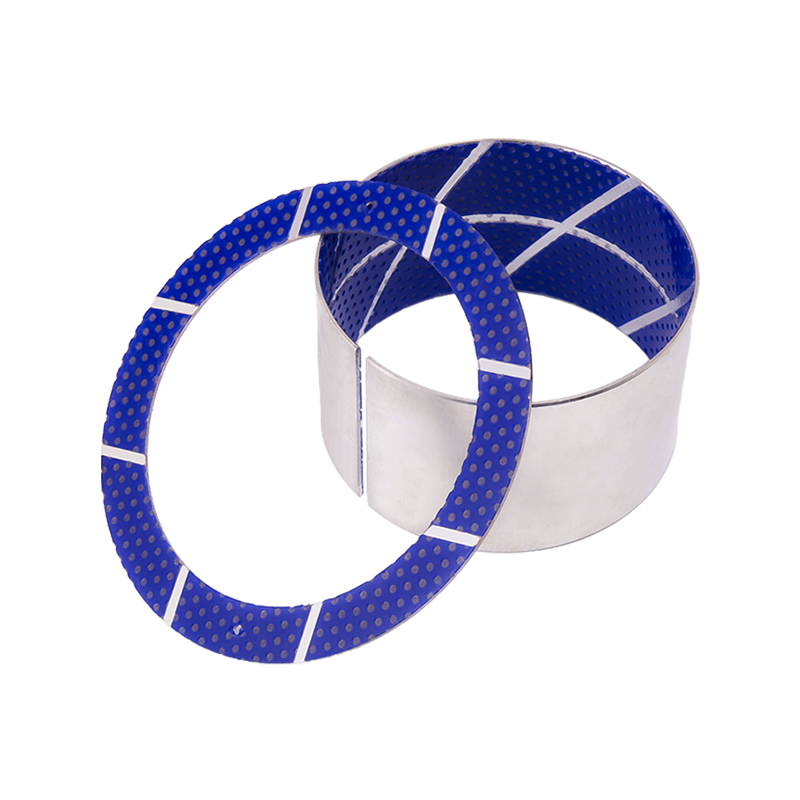
HZ20 シリーズ境界潤滑軸受の構造構成は、正確な 3 層構造に従っています。基礎は鋼板の裏打ちであり、産業機器に特有の機械的負荷や熱サイクル下で一貫したボア形状を維持するために必要な構造剛性と寸法安定性を提供します。また、スチール製のバッキングにより、ハウジングへの確実な圧入取り付けが可能になり、ベアリングがボアに対して回転しないようにします。これは、高荷重下で柔らかいバッキング材料によく見られる故障モードです。複合構造の中央に凝縮された球状のブロンズ粉末の層がスチールの裏材上に焼結され、高い比表面積を持つ多孔質の金属マトリックスが形成されます。この青銅の中間層は、鋼ベースとポリマー表面層の間に機械的結合界面を提供し、その相互接続された多孔性は軸受本体自体の内部に潤滑剤を保持するためのリザーバーとして機能します。
HZ-20 境界潤滑軸受の走行面は、焼結青銅層の表面に変性ポリオキシメチレン (POM) を圧延して形成されています。一般に Delrin や Hostaform などの商品名で知られる POM は、他の軸受グレードのポリマーと比較して、非常に低い摩擦係数、優れた寸法安定性、および非常に高い圧縮強度を備えた高結晶度エンジニアリング熱可塑性プラスチックです。 HZ-20 ベアリングの POM コンパウンドに適用される改質には、通常、PTFE や MoS2 などの潤滑添加剤の添加が含まれます。これにより、表面摩擦係数がさらに低下し、境界潤滑および混合潤滑条件下での耐摩耗性が向上します。 POM の走行面にはオイル ストレージ ピットが機械加工されています。これはベアリングのボア全体に分散された浅い凹みで、マイクロ リザーバーとして機能し、メンテナンス中に塗布された潤滑剤を捕らえて保持し、動作中に徐々に接触ゾーンに放出します。
主要な技術パラメータと動作条件
特定の用途向けに HZ-20 境界潤滑ベアリングを選択するには、このベアリング タイプが確実に機能する動作範囲を明確に理解する必要があります。 HZ20 シリーズは、常温環境下での低速および中負荷条件向けに特別に設計されています。この仕様範囲は、産業用すべり軸受アプリケーションの大部分を網羅していますが、それを超えると代替軸受ソリューションを検討する必要がある境界も定義します。
| パラメータ | HZ-20の標準範囲 | 注意事項 |
|---|---|---|
| 最大静荷重(P) | ≤ 250 N/mm² | POM表面圧縮強度限界 |
| 最大滑り速度(V) | ≤ 0.5m/秒 | 境界潤滑のための低速領域 |
| 最大PV値 | ≤ 0.1 N/mm²・m/s | 熱制御のための負荷と速度の組み合わせ制限 |
| 動作温度 | -40℃~90℃ | 負荷時の POM 熱安定性範囲 |
| シャフト硬度要件 | HRC20以上 | シャフトのかじりや摩耗の促進を防止 |
| 軸表面粗さ | Ra 0.4 ~ 0.8 μm | 潤滑油膜の保持を最適化 |
PV 値 (軸受圧力と滑り速度の積) は、接触界面での発熱を制御する最も重要な組み合わせパラメーターです。最大 PV 定格を超えると、摩擦熱の蓄積により POM 表面層が軟化して変形し、摩耗が加速し、最終的には寸法の完全性が損なわれます。ただし、指定された PV エンベロープ内では、HZ-20 境界潤滑ベアリングは安定した摩耗率と予測可能な耐用年数を示しているため、メンテナンス間隔を自信を持って計画できます。
HZ-20 ベアリングが従来の銅製スリーブをどのように置き換えてコストを削減するか
HZ-20 境界潤滑軸受の商業的に最も重要な機能の 1 つは、幅広いすべり軸受用途で従来の銅スリーブを直接置き換えることができることであり、コスト削減と性能向上の両方を実現し、経済的に魅力的な移行を実現します。この代替品がなぜ機能するのか、そしてどこで最大のメリットがもたらされるのかを理解するには、銅スリーブと HZ-20 複合ベアリングがいくつかの重要なサービスパラメータにわたってどのように機能するかを直接比較する必要があります。
材料コストとサプライチェーンの利点
銅および銅合金、特に歴史的にすべり軸受スリーブの主な材料である鉛青銅は、銅商品の価格設定と、主要産業市場における環境規制の下で鉛含有合金の入手がますます制限されているため、材料コストが大幅に上昇しています。 HZ-20 境界潤滑ベアリングは主な構造材料として鋼を使用しており、銅は焼結青銅の薄い中間層にのみ存在するため、ベアリングあたりの金属含有コストが大幅に削減されます。 POM 表面層は、追加の材料コストを最小限に抑えながら、ベアリング接触面に優れたトライボロジー性能を提供します。ベアリングを大量購入するメーカーの場合、銅スリーブを HZ-20 複合ベアリングに置き換えることで、ベアリングのサイズと交換される銅合金のグレードに応じて、ユニットあたりの材料コストを 30 ~ 50% 削減できます。
優れた摩耗性能による耐用年数の延長
初期購入価格を超えて、従来の銅製スリーブを HZ-20 境界潤滑ベアリングに置き換えるより重要な経済的議論は、境界潤滑条件下、つまり多くの銅製スリーブ設置が実際に機能する動作体制下で耐用年数を延ばす能力にあります。低速で高負荷がかかる機構内のプレーンブロンズブッシュは、シャフト速度が低すぎて流体圧を生成できないため、完全な流体膜なしで動作することがよくあります。この境界領域では、青銅の表面が断続的にシャフトと直接接触し、摩耗率は青銅合金の硬度と摩擦特性によって決まります。 HZ-20 ベアリングの改質 POM 表面は、鋼に対する青銅よりも低い摩擦係数を提供し、油貯蔵ピットによる潤滑剤の保持と組み合わせて、接触ゾーンに潤滑剤を継続的に補充し、摩耗の促進を引き起こす乾燥接触イベントの頻度と重大度を軽減します。
圧延機の用途: 給油頻度の節約とメンテナンスの簡素化
圧延機は、HZ-20 境界潤滑ベアリングにとって最も要求が厳しく、最も価値の高い用途環境の 1 つであり、この状況における特定の運用上のメリットは、ベアリングの設計上の利点を具体的に示しています。鉄鋼、アルミニウム、銅、製紙産業で使用される圧延機設備では、そのすべり軸受が高負荷、頻繁な振動運動、汚染された環境、メンテナンスアクセスの制約にさらされるため、従来の潤滑を多用する軸受ソリューションは信頼性が低く、操作上の負担も大きくなります。
圧延機で HZ-20 境界潤滑ベアリングを使用すると、適切な潤滑膜を維持するために外部から供給されるグリースまたはオイルに依存する従来の銅製スリーブまたは青銅製ブッシュの設置と比較して、給油頻度を大幅に節約できます。 HZ-20 ベアリングの POM 走行面に機械加工されたオイル貯蔵ピットは、統合された微量潤滑システムとして機能します。これらは、定期メンテナンス中に塗布される潤滑剤を捕捉し、長期間の運転期間にわたって接触ゾーンに徐々に計量されます。これにより、許容可能なベアリング性能を維持するために必要な潤滑介入の頻度が減少します。これは、ベアリング位置へのアクセスに生産停止が必要となる可能性があり、再潤滑手順により人件費とダウンタイムが増加する圧延機環境では特に有益です。
交換手順を簡素化できることは、圧延機サービスにおいて同様に重要な運用上の利点です。 HZ-20 境界潤滑ベアリングは、一般的な銅製スリーブ サイズを置き換えるために寸法が標準化されており、移行のためにハウジングやシャフトを変更する必要がありません。圧入取り付け手順は銅スリーブに使用される手順と同じであり、複合軸受の鋼製裏当ては、圧延機の運転に典型的な高トルク負荷下でも、ハウジング内での軸受の回転を防ぐために必要な締まりばめ保持力を提供します。磨耗したベアリングの交換が必要な場合、その手順は簡単で、すでにすべりベアリングの交換に精通したメンテナンス技術者が標準の工場工具を使用して完了できます。銅スリーブの交換プロセスですでに必要とされていた以上の特別なスキルや機器は必要ありません。
インストールのガイドラインとメンテナンスのベストプラクティス
HZ-20 境界潤滑ベアリングの潜在的な耐用年数を最大限に発揮するには、正しい取り付け方法と適切なメンテナンス体制が必要です。次のガイドラインでは、ベアリングが意図した耐用期間を通じて仕様どおりに機能するかどうかを決定する最も重要な要素について説明します。
- ハウジングのボアの準備: ハウジングのボアは、ベアリングの鋼製外径との正しい締まり嵌めを実現するために、推奨公差クラス (通常は H7) に合わせて機械加工する必要があります。穴のサイズが小さすぎると、過剰な圧入応力が発生し、ベアリングの穴が歪む可能性があります。特大のボアにより、負荷がかかった状態でもベアリングが回転できます。
- 圧入取り付け: ベアリングの外径に適合するプレス工具を使用して、ベアリング端面全体に均一な軸方向のプレス力を加えます。ベアリング面を直接ハンマーで叩いたり、片側だけに力を加えたりしないでください。ボアの歪みや POM 走行面の位置ずれが発生します。
- 初期潤滑: 最初の組み立て時に、指定された潤滑剤 (POM と互換性のある軽質機械油またはグリース) の薄い膜をベアリングの穴とシャフトの表面に塗布します。これにより、オイル貯蔵ピットにプライミングが行われ、通常のサービス潤滑サイクルが確立される前に、動作の最初の瞬間から接触ゾーンが確実に潤滑されます。
- 定期的な再潤滑間隔: 通常の動作条件下では、荷重強度と環境汚染レベルに応じて、HZ-20 境界潤滑ベアリングの場合、500 ~ 1,000 動作時間の再潤滑間隔が一般的です。摩耗性汚染のある過酷な環境では、接触ゾーンから摩耗粉を洗い流す間隔を短くする必要があります。
- 摩耗モニタリング: 定期メンテナンス中に、シャフトとベアリングの直径クリアランスを定期的に確認してください。クリアランスが元の取り付けクリアランスの約 2 倍に増加した場合は、シャフトの摩耗の進行を防ぐためにベアリングの交換を計画する必要があります。
これらの実践を一貫して適用することで、HZ-20 境界潤滑ベアリングは従来の銅製スリーブに比べて設計耐用年数の利点を確実に実現し、特に設計された低速、中荷重の産業用すべり軸受用途の全範囲にわたって採用の経済的事例を検証します。